Feeding Behavior in Thick-to- Thin Section Transitions
A deep dive into one of casting's most critical challenges — and how simulation-driven engineering solves it.

Why This Transition Matters

Thin walls solidify rapidly, cutting off the feed path before the thicker region has fully solidified.
Isolated liquid pools in thick sections contract without a feed source, forming internal voids.
Steep temperature gradients across the transition zone amplify feeding difficulty and defect risk.
The Core Problem: Competing Solidification Rates

Thin Sections Freeze First
Shrinkage Porosity
Thermal Gradients
Bulk liquid metal flows from the riser into the casting during early solidification — most effective before the thin section freezes.
As the mushy zone forms, metal feeds through dendritic channels — highly sensitive to section geometry and alloy composition.
Riser height and placement directly influence the pressure driving feed metal through the transition zone.
Chills, insulating sleeves, and controlled mold materials are used to steer solidification direction favorably.
Key Feeding Mechanisms
Liquid Feeding
Interdendritic Feeding
Metallostatic Pressure
Thermal Management
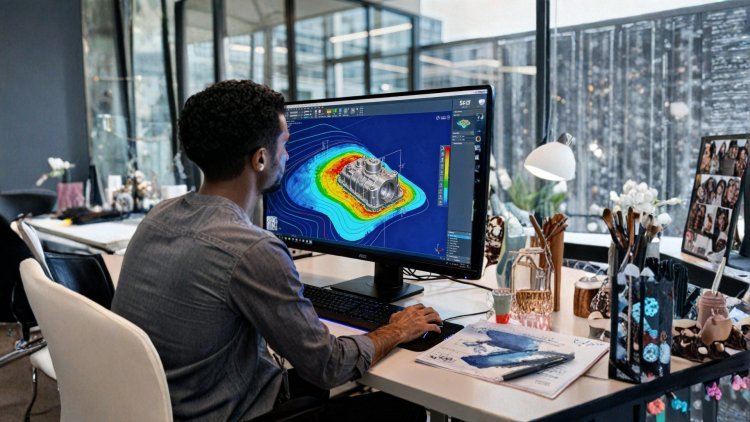
PoligonCast's simulation workflow identifies feeding deficiencies before the first pour, dramatically reducing trial-and-error in the foundry.
Pinpoint porosity risk zones at transition interfaces with high accuracy.
Optimize feed metal volume and position relative to the thick section.
Strategically accelerate thin-section cooling to preserve the feed path.
Simulation-Driven Solutions
Geometry Analysis
Solidification Simulation
Riser & Chill Optimization
Validated Casting Design
Shrinkage Prediction
Riser Sizing & Placement
Chill Design
Orient the casting so solidification progresses from thin to thick, toward the riser.
Taper or blend section changes where possible to reduce thermal gradient severity.
Run solidification analysis at the design stage — not after tooling is committed.
Use virtual trials to test riser, chill, and gating variations before physical production.
Best Practices for Foundry Engineers
Design for Directional Solidification
Avoid Abrupt Transitions
Validate with Simulation Early
Iterate Digitally
Thick-to-thin section transitions will always present feeding challenges — but with the right simulation tools and engineering methodology, they are entirely manageable.
PoligonCast combines advanced casting simulation, foundry expertise, and digital manufacturing insight to help clients eliminate defects, reduce scrap, and bring sound castings to production faster.
Simulation-driven design reduces casting defect rates and shortens development cycles — delivering measurable ROI from the first pour.
Engineering Confidence Through Simulation
Measurable Business Impact
What's Your Reaction?